Titanium Anode Technology for Swimming Pool Treatment: 3D Double-Layer Structure Advantages
Titanium anode technology for swimming pool treatment is an electrolytic chlorination method using Gr1/Gr2 titanium substrates coated with a Mixed Metal Oxide Ru–Ir system to oxidize chloride ions into hypochlorous acid. The 3D double-layer structure delivers ≥90% current efficiency, a service life of 5–7 years, and consistent batch performance — making it the preferred electrode specification for OEM pool system manufacturers and equipment integrators.
Table of Contents
- Procurement Pain Points: Why Anode Sourcing Fails
- 3D Double-Layer Structure Advantages: Technical Deep Dive
- Field Performance Insight: Deployed System Data
- Technical Specification Tables
- Why Procurement Buyers Specify 3D Double-Layer Titanium Anodes
- Installation and Integration Guidelines
- Why Procurement Teams Choose JH Ti for Titanium Anode Supply
- Frequently Asked Questions
Procurement Pain Points: Why Anode Sourcing Fails
Procurement managers sourcing titanium anodes for pool electrolysis systems consistently report the same category of supplier failures. A coating that tests adequately in a factory sample performs inconsistently in field deployment. An anode specified for a 36-month operational cycle fails at 14 months because the supplier's single-layer MMO coating delaminates under continuous chloride exposure. The OEM pool system manufacturer absorbs the warranty cost, dispatches a service technician, and replaces the electrode — a sequence that erodes margin and damages customer relationships with no fault in the system design itself.
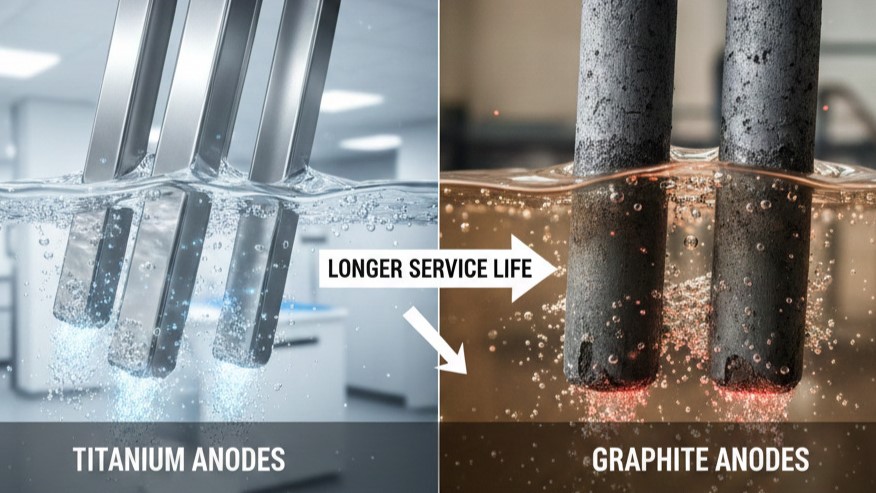
The cost comparison between electrode types is not academic. Graphite anodes operate for approximately 8 months before requiring replacement under continuous pool electrolysis conditions. JH Ti titanium anodes with Ru–Ir MMO coating deliver a service life of 5–7 years under equivalent operating conditions — a difference of roughly 8 to 10 replacement cycles over the same period. For an OEM manufacturer shipping pool systems at volume, that difference translates directly into warranty reserve requirements, spare parts inventory commitments, and field service scheduling.
Beyond service life, procurement managers identify four additional failure points when qualifying anode suppliers:
- Coating documentation gaps: Suppliers unable to provide coating thickness measurement reports, adhesion test results, or catalytic activity verification data — creating audit risk for OEM buyers with ISO-compliant quality management systems.
- Batch inconsistency: Coating thickness and catalytic activity varying between production runs, requiring incoming inspection of every shipment and creating unpredictable performance in assembled pool electrolysis cells.
- Customization limitations: Large electrode manufacturers enforcing standard-size catalogues that do not accommodate non-standard pool cell dimensions, forcing OEM designers to compromise cell geometry rather than specify optimal electrode dimensions.
- MOQ constraints: Minimum order quantities structured for high-volume commodity buyers, excluding procurement managers sourcing prototype quantities, pilot production batches, or low-volume custom configurations.
The 3D double-layer titanium anode architecture — specifically the dual-layer Ru–Ir MMO coating system manufactured by JH Ti — addresses each of these sourcing risks through a combination of structural engineering and manufacturing process control. The sections below examine the technical basis for each performance claim and the direct procurement implications for OEM pool system manufacturers, equipment integrators, and component distributors sourcing from the JH Ti titanium anode product range.
3D Double-Layer Structure Advantages: Technical Deep Dive
The performance gap between 3D double-layer titanium anodes and conventional single-layer or graphite electrodes is rooted in coating architecture. Understanding that architecture — and the procurement implications of each engineering decision — allows buyers to specify anodes that reduce field failure risk rather than simply procuring on price.
What Is the 3D Double-Layer Anode Structure
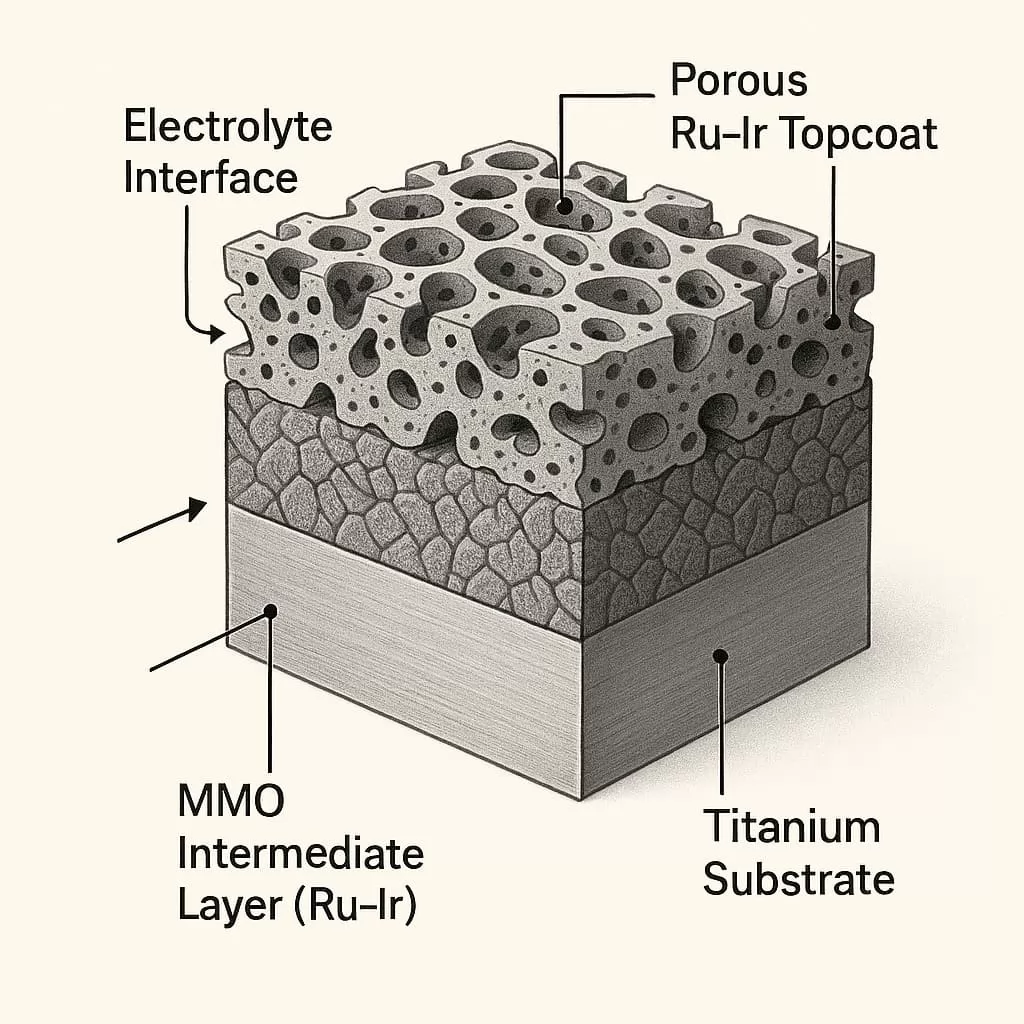
A 3D double-layer titanium anode is constructed on a Gr1 or Gr2 titanium substrate — selected for its passive oxide film stability and mechanical compatibility with electrochemical environments — onto which two distinct coating layers are applied. The first layer is a base adhesion layer that chemically bonds to the titanium substrate, creating a transition zone that prevents direct electrolyte contact with the bare metal and anchors the catalytic surface layer above it. The second layer is the active Ru–Ir MMO (Mixed Metal Oxide) catalytic coating, applied at a controlled thickness of 2–5 μm, which provides the chlorine evolution activity at the anode surface.
The "3D" designation refers to the surface geometry of the electrode. Rather than a flat-plate profile that exposes only the geometric surface area to the electrolyte, the 3D structure incorporates surface relief — through mesh geometry, expanded titanium, or engineered surface texture — that multiplies the electrochemically active area per unit footprint. For procurement managers evaluating cell designs, this means a JH Ti 3D anode installed in an existing pool cell delivers higher active surface contact with the pool electrolyte than a flat-plate single-layer electrode of identical external dimensions.
The primary failure mode eliminated by the double-layer architecture is delamination — the separation of the catalytic coating from the substrate at the coating-metal interface. Delamination accounts for the majority of premature anode failures reported by OEM pool system manufacturers. In a single-layer design, thermal cycling, current density fluctuation, and chloride ion penetration all act directly at the single coating-substrate interface. The dual-layer structure distributes these stresses across two interfaces and a transition zone, significantly reducing the delamination risk that drives field replacement calls.
Higher Active Chlorine Generation Efficiency
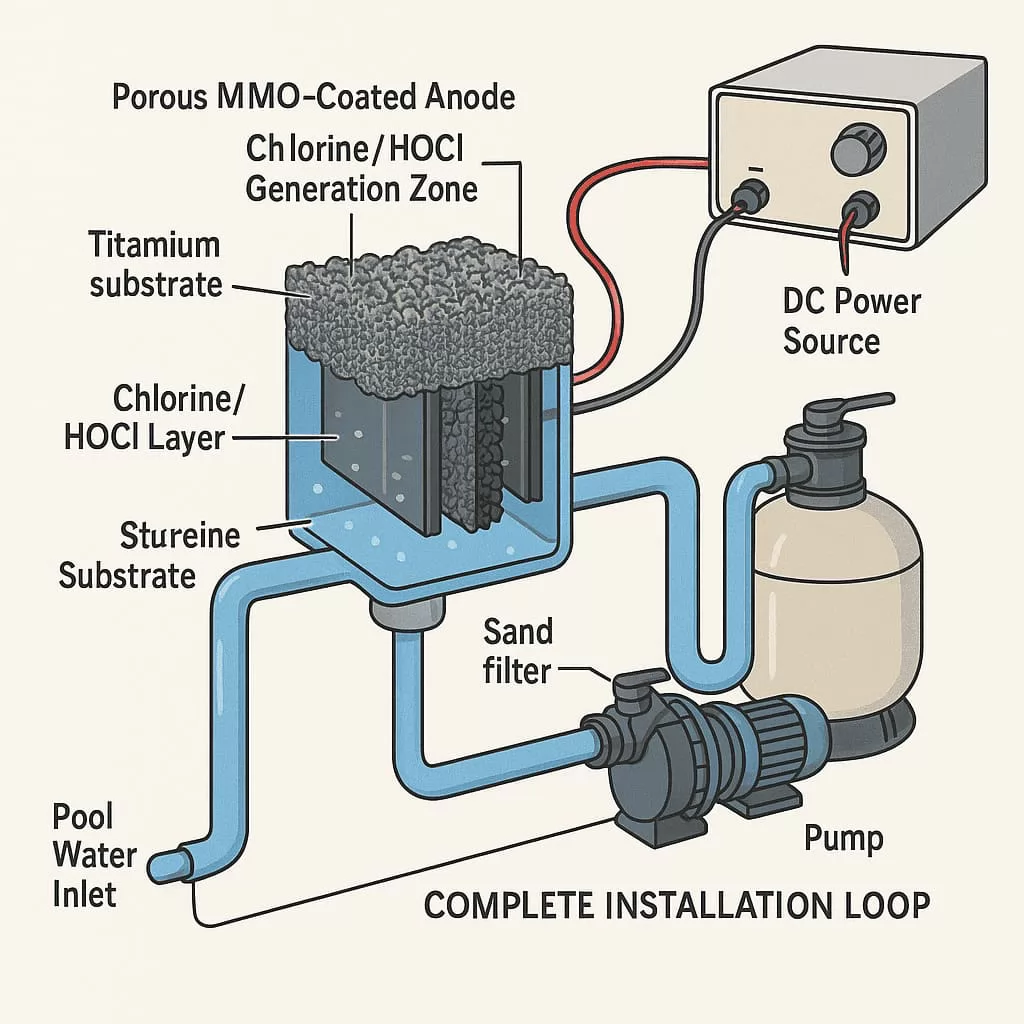
JH Ti pool salt chlorine machine titanium anodes achieve a current efficiency of ≥ 90% at a chlorine evolution overpotential of ≤ 0.15 V. These figures reflect the catalytic selectivity of the Ru–Ir MMO coating for the chlorine evolution reaction over competing oxygen evolution side reactions. At the anode surface, chloride ions (Cl⁻) dissolved in pool water undergo anodic oxidation to produce chlorine (Cl₂), which hydrolyzes to hypochlorous acid (HOCl) — the primary disinfection agent in electrolytic pool water treatment.
The 3D surface geometry amplifies this efficiency advantage. By increasing the electrochemically active area per unit footprint, the 3D structure distributes the applied current density across a larger reaction surface, reducing local current density peaks that drive unwanted oxygen evolution and coating degradation. The practical result for OEM pool system manufacturers is that a pool electrolysis cell built around JH Ti 3D anodes achieves higher active chlorine output per ampere of applied current than the same cell configured with flat-plate or single-layer electrodes — enabling manufacturers to offer higher-output systems without increasing cell size or power supply rating.
For procurement managers evaluating competing electrode suppliers, current efficiency and overpotential are the two specifications that most directly predict active chlorine output per unit energy input. A supplier unable to document ≥ 90% current efficiency at ≤ 0.15 V overpotential is supplying an electrode whose pool system performance will underperform specification — creating customer complaints that trace back to the electrode procurement decision.
Extended Service Life — Reduced Warranty and Replacement Claims
JH Ti titanium anodes deliver an average service life of 5–7 years in pool electrolysis applications. Graphite anodes operating under equivalent conditions require replacement approximately every 8 months. The financial consequence of this difference for an OEM manufacturer is direct: over a 7-year product warranty period, a system built on graphite anodes requires 8–10 electrode replacement interventions; a system built on JH Ti titanium anodes requires zero scheduled replacements within the same warranty window under normal operating conditions.
The double-layer coating architecture is the primary structural reason for this service life advantage. The base adhesion layer prevents chloride ions and water molecules from penetrating to the Gr1/Gr2 titanium substrate surface, eliminating the under-coating corrosion mechanism that causes coating detachment in single-layer designs. The active Ru–Ir catalytic layer, applied at 2–5 μm, maintains its electrocatalytic activity over the rated service life because it is not subject to the substrate corrosion that progressively undermines adhesion in competing electrode types.
For procurement managers, the 5–7 year service life specification should be evaluated in the context of total warranty exposure, not unit purchase price. An electrode that costs 30% more per unit but eliminates 8 field replacement events over a product's warranty life reduces total warranty cost per installed system — a calculation that favors titanium specification in every commercial pool application.
Superior Corrosion Resistance vs. Competing Electrode Materials
JH Ti MMO titanium anodes achieve a corrosion rate of ≤ 0.05 g/(m²·h) in chloride-rich electrolyte environments. Heavy metal leaching from the electrode surface measures ≤ 0.001 mg/L — a critical safety parameter for pool water applications where electrode dissolution products directly contact bathers.
The corrosion resistance comparison against competing electrode materials in high-chloride pool water is unambiguous. Graphite electrodes corrode progressively during operation, releasing carbon particles and increasing cell voltage as the electrode geometry degrades — a failure mode that contaminates pool water and destabilizes system performance. Lead-based anodes present both corrosion vulnerability and direct toxicity risk from lead ion leaching, making them unsuitable for pool water applications under current environmental and safety standards in most markets. Platinum-coated titanium anodes provide corrosion resistance comparable to MMO titanium but at significantly higher procurement cost without the active chlorine efficiency advantages of the Ru–Ir system.
For procurement managers specifying electrodes for pool systems sold into commercial, municipal, or hospitality markets, the ≤ 0.001 mg/L heavy metal leaching specification directly addresses regulatory compliance and product liability risk. Specifying MMO-coated titanium anodes from JH Ti provides documented evidence of leaching compliance — a QC deliverable that supports regulatory submissions and customer audit requirements.
Lower Energy Consumption Per Unit Chlorine Output
JH Ti titanium anodes reduce DC power consumption by 10–20% compared with graphite and lead anodes operating in equivalent electrolysis conditions. This reduction derives directly from the electrochemical properties of the Ru–Ir MMO coating: the ≤ 0.15 V chlorine evolution overpotential means the anode surface requires less driving voltage to sustain the chlorine evolution reaction at a given current density, reducing the total cell voltage and therefore the power draw of the electrolysis system.
For OEM pool system manufacturers, this energy efficiency advantage is a tangible product specification improvement. A pool electrolysis system built on JH Ti anodes can be marketed with a 10–20% lower operating energy cost claim compared with graphite-electrode alternatives — relevant to commercial pool operators facing increasing energy costs and sustainability requirements from facility managers.
For equipment distributors, energy efficiency data provides a concrete technical argument for product differentiation in competitive tender evaluations where operating cost projections are weighted alongside capital procurement price.
Consistent Performance Across Production Batches
Batch-to-batch coating consistency is the procurement reliability criterion most frequently overlooked when evaluating anode suppliers on technical datasheets alone. A supplier who achieves ≥ 90% current efficiency on a qualification sample but delivers production batches with coating thickness variation outside the 2–5 μm specification range creates unpredictable performance in assembled pool electrolysis cells — generating customer complaints that are difficult to diagnose and impossible to prevent without incoming inspection on every shipment.
JH Ti controls Ru–Ir coating thickness within the 2–5 μm specification range across production batches through process-controlled thermal decomposition coating application. Each production batch is accompanied by coating thickness measurement documentation and catalytic activity verification — providing procurement managers with batch traceability data that supports quality management system requirements.
For procurement managers running multiple production lines, or sourcing anodes for ongoing product series rather than one-time projects, batch consistency documentation allows JH Ti anodes to be specified across multiple purchase orders without re-qualification testing — reducing incoming inspection cost and procurement administration burden.
Field Performance Insight: Deployed System Data
OEM buyers and system integrators who have transitioned pool electrolysis cell designs from single-layer or graphite electrodes to JH Ti 3D double-layer titanium anodes report consistent performance improvements across the following operating parameters:
- Operating current density: 500–2500 A/m² — covers the full range of commercial pool electrolysis cell designs from compact residential units to high-bather-load municipal aquatic center systems.
- Current efficiency: ≥ 90% — sustained across the rated operating current density range, confirming that active chlorine output tracks linearly with applied current without significant losses to oxygen evolution side reactions.
- Chlorine evolution overpotential: ≤ 0.15 V — measured at the anode surface under pool electrolysis operating conditions, confirming low cell voltage requirements and reduced energy draw per gram of active chlorine generated.
- Heavy metal leaching: ≤ 0.001 mg/L — electrode dissolution products measure below detection threshold relevant to pool water safety and regulatory compliance in commercial pool applications.
- Service life: 5–7 years under continuous pool electrolysis operation — compared with approximately 8 months for graphite electrodes under equivalent conditions.
- DC energy savings: 10–20% reduction in power consumption versus graphite and lead anode alternatives operating at equivalent current density and active chlorine output targets.
- Compatible applications: Public swimming pools, private residential pools, hotel and resort aquatic facilities, and hot spring treatment systems.
- Maintenance interval: Significantly extended vs. graphite electrodes. Specific inspection interval recommendations for Ru–Ir coating condition — verify against JH Ti application engineering guidelines before publication.
- Pool water chemistry operating window: pH range, salinity range, and temperature operating limits — verify compatible operating window against current JH Ti datasheet before publication.
The procurement value of this performance profile is measurable at the warranty reserve level. OEM pool system manufacturers who specify JH Ti 3D double-layer anodes report fewer field service dispatches per installed system, lower spare parts consumption in after-sales inventory, and fewer customer escalations related to active chlorine output decline — the primary end-user complaint in electrolytic pool systems. For procurement managers responsible for supplier qualification and ongoing sourcing decisions, these outcomes translate to a lower total cost of supply than unit price comparison alone would indicate. Explore the full range of pool salt chlorine machine titanium anodes available from JH Ti for your specific system requirements.
Technical Specification Tables
Table 1: 3D Double-Layer Ti Anode vs. Competing Electrode Types
| Parameter | 3D Double-Layer Ti Anode (JH Ti) | Single-Layer Ti Anode | Graphite Electrode | Platinum-Coated Electrode |
|---|---|---|---|---|
| Substrate | Gr1 / Gr2 titanium | Gr1 / Gr2 titanium | Carbon / graphite block | Titanium substrate |
| Coating Architecture | Dual-layer Ru–Ir MMO (adhesion base + active catalytic surface) | Single-layer MMO | None — bare graphite | Single platinum layer |
| Coating Thickness | 2–5 μm (controlled) | Variable (supplier dependent) | N/A | Typically 1–3 μm (verify) |
| Service Life | 5–7 years | 2–4 years (verify against supplier data) | ~8 months | Variable (verify against supplier data) |
| Corrosion Rate in Cl⁻ Environment | ≤ 0.05 g/(m²·h) | Low (verify) | High — progressive degradation | Low |
| Current Efficiency | ≥ 90% | ~75–85% (verify) | ~60–70% | ~85–90% |
| Chlorine Evolution Overpotential | ≤ 0.15 V | ~0.20–0.30 V (verify) | High — typically >0.40 V | ~0.15–0.20 V |
| Heavy Metal Leaching | ≤ 0.001 mg/L | Low (verify supplier test data) | High risk — carbon particle release | Low |
| DC Energy Savings vs. Graphite | 10–20% reduction | 5–15% (verify) | Baseline (0%) | ~10–15% |
| Custom Dimensions Available | Yes — all substrate forms | Limited | No | No |
| Batch Consistency | Controlled — QC documentation per batch | Variable | Variable | Variable |
Table 2: JHT Anode Customization Capabilities for Pool OEM Buyers
| Parameter | JH Ti Capability |
|---|---|
| Substrate Material Options | Gr1 / Gr2 titanium — plate, rod, wire, tube, mesh |
| Coating Formulation Options | Ru–Ir, Ru–Ir–Ti, or application-specific MMO formulation |
| Coating Thickness | 2–5 μm — process-controlled per buyer specification |
| Operating Current Density | 500–2500 A/m² (pool electrolysis); up to 3000 A/m² (industrial MMO) |
| Dimensional Customization | To buyer-specified dimensions — no standard-size minimum enforced |
| Surface Geometry Options | Flat plate, expanded mesh, rod, tube — project dependent |
| Minimum Order Quantity | Contact JH Ti for project-specific MOQ |
| Lead Time | Contact JH Ti engineering for current lead time |
| QC Documentation Provided | Coating thickness measurement report, adhesion test results, catalytic activity verification |
| Heavy Metal Leaching Test | ≤ 0.001 mg/L — test report provided on request |
| Electrode Dimensional Stability | Fixed inter-electrode distance maintained throughout electrolysis operation (DSA characteristic) |
* Contact JH Ti engineering at umi.ma@jstitanium.com or +86 15332291991 for specific MOQ, lead time, and coating configuration options for your pool system design.
Why Procurement Buyers Specify 3D Double-Layer Titanium Anodes
The specification decision for 3D double-layer titanium anodes is driven by different procurement priorities depending on the buyer's position in the pool equipment supply chain. Each buyer type applies the same technical performance data to a distinct commercial risk calculation.
OEM Pool System Manufacturers
Pool system OEMs specify 3D double-layer anodes to support product performance claims and reduce warranty exposure. A system shipped with JH Ti anodes delivering ≥ 90% current efficiency and a 5–7 year service life allows the OEM to publish superior performance specifications relative to competitors using single-layer or graphite electrode alternatives. More practically, the 5–7 year service life eliminates scheduled electrode replacement within typical product warranty windows — directly reducing the warranty reserve per installed system and the field service dispatch rate per year of installed base.
Water Treatment Equipment Integrators
Equipment integrators assembling pool electrolysis systems from sourced components specify JH Ti anodes to reduce sourcing risk in the electrode sub-assembly. The controlled Ru–Ir coating thickness of 2–5 μm and batch-to-batch QC documentation allow integrators to maintain consistent system performance across production runs without incoming inspection on every anode shipment. The JH Ti OEM/ODM anode manufacturing program supports integrators who require custom electrode dimensions that do not conform to standard catalogue sizes.
Equipment Distributors
Distributors carrying pool electrolysis components specify 3D double-layer titanium anodes to reduce returns and warranty claims in their distribution channel. The 5–7 year service life versus approximately 8 months for graphite electrodes translates to a significant reduction in field replacement frequency — fewer returned units, fewer customer complaints escalated through the distribution network, and a stronger product reputation for the distributor's catalogue. The ≤ 0.001 mg/L heavy metal leaching specification also reduces product liability exposure in markets with pool water quality regulations.
Replacement and Aftermarket Buyers
Procurement managers sourcing replacement electrodes for existing pool electrolysis installations specify JH Ti 3D double-layer anodes as direct performance upgrades for cells currently using single-layer or graphite electrodes. The Gr1/Gr2 titanium substrate is dimensionally compatible with the majority of commercial pool electrolysis cell designs, and JH Ti's custom dimensioning capability accommodates non-standard cell geometries without requiring cell redesign. Switching from graphite to JHT titanium in an existing installation eliminates the 8-month replacement cycle and the associated operating disruption.
Installation and Integration Guidelines for OEM Pool Electrolysis Cell Designs
OEM buyers integrating JH Ti 3D double-layer titanium anodes into pool electrolysis cell designs should apply the following technical guidelines to ensure the anode operates within its rated performance envelope and achieves the specified service life.
- Current density operating range: Maintain applied current density within 500–2500 A/m² for pool electrolysis applications. Operating above the rated current density accelerates coating degradation and reduces service life below the 5–7 year specification. Current density calculations should account for the actual electrochemically active surface area of the 3D electrode geometry — not the geometric envelope dimensions.
- Heavy metal leaching compliance: JH Ti anodes are verified at ≤ 0.001 mg/L heavy metal leaching, confirming suitability for direct pool water contact in commercial and public pool applications. This specification supports regulatory submissions and health authority approvals for pool water treatment equipment in markets with dissolved metal limits.
- Flow velocity across electrode surface: Adequate electrolyte flow across the anode surface is required to maintain active chlorine transport away from the electrode and prevent local concentration buildup that can accelerate coating degradation. Specific flow velocity requirements — verify against JH Ti application engineering guidelines before finalizing cell geometry.
- Water chemistry pre-installation requirements: Pre-installation verification of pool water pH, total dissolved solids (TDS), salinity, and temperature is recommended before commissioning a new electrolysis cell. Operating outside the compatible water chemistry window can reduce active chlorine output and accelerate coating wear. Compatible operating window parameters — verify against current JH Ti product datasheet before publication.
- Inspection schedule for Ru–Ir coating condition: Periodic visual and electrochemical inspection of the anode surface identifies early-stage coating degradation before it progresses to delamination. Inspection should assess coating color uniformity, surface texture integrity, and cell voltage drift as a proxy for coating catalytic activity decline. Specific recommended inspection intervals — verify against JH Ti application guidelines.
- Calcium scale management: In pool systems operating with hard water or high calcium hardness, calcium carbonate scale can deposit on the anode surface, reducing active area and increasing cell voltage. Periodic acid cleaning of the electrode surface removes calcium scale without damaging the Ru–Ir MMO coating when performed within JH Ti's recommended cleaning protocol parameters.
- Signs of coating end-of-life: Three indicators signal that anode replacement procurement is required: (1) sustained cell voltage increase above the normal operating range at constant current density, indicating loss of catalytic activity; (2) measurable decline in active chlorine output at constant current input; (3) visible coating discoloration, surface pitting, or partial delamination during inspection. Any one of these conditions warrants submitting your anode specifications to JH Ti engineering for replacement electrode configuration and procurement.
Why Procurement Teams Choose JH Ti for Titanium Anode Supply
Qualifying a new titanium anode supplier requires answers to four practical questions: Can they manufacture to our dimensions? Can they document the coating quality? Can they supply small batches without excessive MOQ? And will their engineering team support our cell design process? JH Ti's manufacturing operation in Baoji City, Shaanxi — China's primary titanium processing industrial district — is structured to answer all four affirmatively.

Custom Manufacturing Capability
JH Ti manufactures titanium anodes across all standard substrate forms — plate, rod, wire, tube, and expanded mesh — using Gr1 or Gr2 titanium selected per application requirements. Ru–Ir and Ru–Ir–Ti MMO coating formulations are applied to buyer-specified dimensions without standard-size minimum constraints. Pool electrolysis cell designers working with non-standard electrode dimensions — common in compact residential systems, high-efficiency commercial units, and retrofit replacement applications — submit dimensional specifications directly to JH Ti engineering for quotation. The 3D surface geometry is specified per project: expanded mesh for maximum active area, flat plate for compact cell designs, or rod/tube configurations for cylindrical cell architectures.
Coating Quality Verification and Documentation
Every JH Ti titanium anode order ships with a complete QC documentation package: coating thickness measurement report confirming compliance with the 2–5 μm specification; adhesion test results verifying coating-substrate bond integrity; catalytic activity verification confirming current efficiency performance; and heavy metal leaching test report at ≤ 0.001 mg/L. This documentation package supports the incoming inspection requirements of OEM buyers operating under ISO 9001 or equivalent quality management systems, and provides the audit trail required for pool equipment regulatory submissions in markets with water treatment equipment certification requirements.
Competitive Lead Times and MOQ Flexibility
Large-volume electrode manufacturers structure their operations around high-quantity commodity orders, creating MOQ and lead time barriers that exclude prototype development quantities, pilot production batches, and small-series custom configurations. JH Ti's manufacturing scale and direct sales structure allows the company to serve procurement buyers whose order quantities fall below the thresholds of larger suppliers. Procurement managers sourcing initial qualification samples, first-production-run quantities, or ongoing low-volume custom orders contact the JH Ti engineering team directly at umi.ma@jstitanium.com or +86 15332291991 for project-specific MOQ and lead time confirmation.
Technical Application Support
JH Ti engineering provides pre-procurement technical support that reduces the in-house engineering burden for OEM pool system designers. Services include: current density calculations for specific pool volumes and flow rates; coating formulation selection guidance based on pool water chemistry parameters; anode sizing and electrode area calculations for target active chlorine output; and operating parameter recommendations for integration into new or existing electrolysis cell designs. This support is available before order placement — procurement managers can engage JH Ti engineering with cell design specifications and receive anode configuration recommendations without commitment.

Ready to Source 3D Double-Layer Titanium Anodes for Your Pool System?
Submit your pool cell specifications — dimensions, current density requirements (500–2500 A/m²), and target active chlorine output — and the JH Ti engineering team will provide a custom anode configuration and competitive quote.
Frequently Asked Questions
What is the difference between 3D double-layer and single-layer titanium anodes for pool electrolysis systems?
A 3D double-layer titanium anode uses a two-layer Ru–Ir MMO coating architecture: a base adhesion layer bonded directly to the Gr1/Gr2 titanium substrate, and an active catalytic surface layer applied at a controlled 2–5 μm total thickness. This dual-layer structure distributes coating stress across two interfaces, significantly reducing delamination risk — the primary cause of premature anode failure in single-layer designs. Single-layer anodes apply the catalytic coating directly to the substrate without an intermediate adhesion layer, making the coating-substrate interface vulnerable to chloride penetration and thermal cycling stress. In pool electrolysis performance terms, JH Ti 3D double-layer anodes achieve ≥ 90% current efficiency and a chlorine evolution overpotential of ≤ 0.15 V — electrochemical parameters that single-layer alternatives typically cannot consistently match across production batches.
How long do JH Ti 3D double-layer titanium anodes last in commercial pool applications?
JH Ti 3D double-layer titanium anodes deliver an average service life of 5–7 years under continuous commercial pool electrolysis operating conditions. This compares directly with graphite anodes, which require replacement approximately every 8 months under equivalent conditions — a difference of 8 to 10 replacement cycles over a 7-year product warranty period. The extended service life is a direct result of the double-layer coating architecture: the base adhesion layer prevents chloride ion and water molecule penetration to the Gr1/Gr2 titanium substrate surface, eliminating the under-coating corrosion mechanism that causes premature coating detachment in single-layer electrode designs. For OEM pool system manufacturers, the 5–7 year service life eliminates the need for scheduled electrode replacement within standard product warranty windows.
Can JH Ti manufacture titanium anodes to custom dimensions for non-standard pool electrolysis cell designs?
Yes. JH Ti manufactures titanium anodes in Gr1 and Gr2 substrate grades across all standard electrode forms — flat plate, expanded mesh, rod, wire, and tube — to buyer-specified dimensions without enforcing standard-size catalogue minimums. Pool electrolysis cell designers with non-standard electrode dimensions submit their specifications directly to JH Ti engineering for configuration and quotation. Anodes are rated for 500–2500 A/m² operating current density in pool electrolysis applications, with Ru–Ir or Ru–Ir–Ti MMO coating applied at 2–5 μm thickness. Contact JH Ti engineering at umi.ma@jstitanium.com or +86 15332291991 to discuss your specific cell design requirements and receive a custom anode configuration recommendation.
What quality documentation does JH Ti provide with titanium anode orders?
Every JH Ti titanium anode order is accompanied by a complete QC documentation package comprising four core deliverables: (1) a coating thickness measurement report confirming compliance with the 2–5 μm Ru–Ir MMO coating specification; (2) adhesion test results verifying the bond integrity of the dual-layer coating structure; (3) catalytic activity verification confirming that current efficiency meets the ≥ 90% specification; and (4) a heavy metal leaching test report confirming ≤ 0.001 mg/L — the pool water safety threshold for dissolved electrode materials. This documentation package supports OEM buyers' incoming inspection requirements, ISO-compliant quality management systems, and regulatory submissions for pool water treatment equipment in markets with certification requirements. Additional documentation requirements can be discussed with JH Ti engineering at the time of order placement.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Dec 25, 2025Titanium Anodes vs Graphite Anodes: Service Life and Cost Analysis
Dec 25, 2025Titanium Anodes vs Graphite Anodes: Service Life and Cost Analysis -
 Oct 29, 2025What is a Titanium Anode (Complete Guide)
Oct 29, 2025What is a Titanium Anode (Complete Guide) -
 Dec 23, 2025Top 10 Titanium Anode Manufacturers in 2026
Dec 23, 2025Top 10 Titanium Anode Manufacturers in 2026 -
 Mar 10, 2026Titanium Anode Materials for Electrolytic Hydrogen Production: PEM Water Electrolysis Core Components
Mar 10, 2026Titanium Anode Materials for Electrolytic Hydrogen Production: PEM Water Electrolysis Core Components




Laster Blogs
-
 Mar 11, 2026Titanium Anode Technology for Swimming Pool Treatment: 3D Double-Layer Structure Advantages
Mar 11, 2026Titanium Anode Technology for Swimming Pool Treatment: 3D Double-Layer Structure Advantages -
Mar 10, 2026Titanium Anode Materials for Electrolytic Hydrogen Production: PEM Water Electrolysis Core Components
-
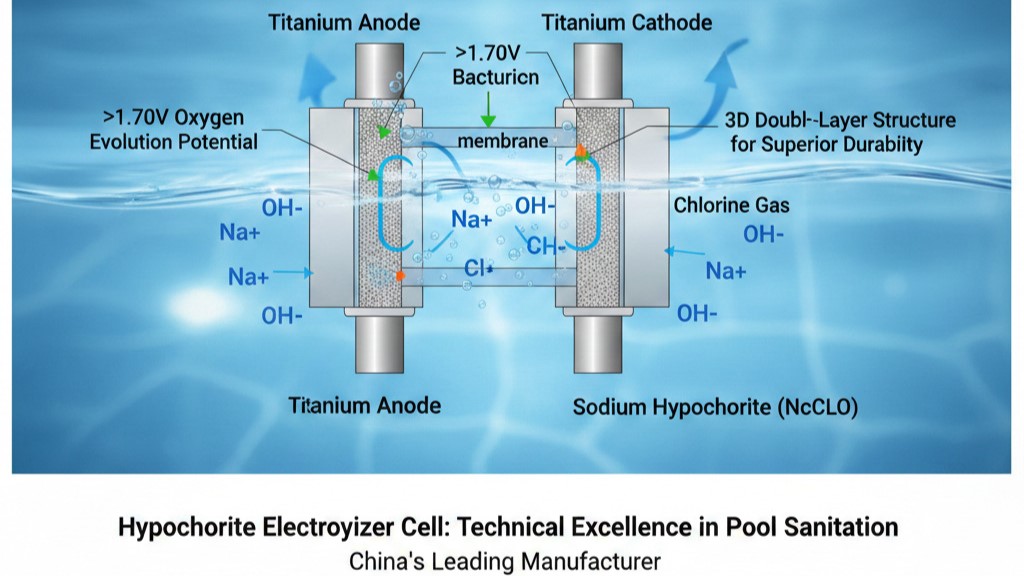 Mar 02, 2026Hypochlorite Electrolyzer Cell: Technical Excellence in Pool Sanitation
Mar 02, 2026Hypochlorite Electrolyzer Cell: Technical Excellence in Pool Sanitation -
 Feb 06, 2026Precious Metal Coatings vs. Standard Coatings: A Comprehensive Performance Analysis for Titanium Anodes
Feb 06, 2026Precious Metal Coatings vs. Standard Coatings: A Comprehensive Performance Analysis for Titanium Anodes



Set A Consultation Today
Name can't be empty
Email error!
Send Your Message
*We respect your confidentiality and all
information are protected.

